|
En Fundiciones Rice contamos con la capacidad de utilizar 3 métodos de aglutinantes distintos para la arena de moldeo de piezas; estos son: arena en verde, arena autofraguante y silicato
CO2.
ARENA EN VERDE
La arena en verde es uno de los primeros métodos que se utilizaron para aglutinar arena para la fabricación de moldes en la historia de la fundición. Normalmente se mezcla arena sílice
en combinación con bentonita y agua. La bentonita es un derivado de la arcilla. Para fabricar los moldes, la mezcla de arena con bentonita requiere ser compactada en torno al modelo de
fundición, de tal manera que se genere la cavidad con la pieza. Se le llama "verde" ya que este método es húmedo. Las ventajas que presenta son que es muy económico, la arena se puede
reutilizar completamente, se puede utilizar para piezas de todo tamaño. Como desventajas encontramos que la resistencia del molde es menor en comparación a otros métodos, los operadores
requieren cierta experiencia para crear una compactación uniforme, al contener humedad propicia ciertos defectos de fundición relacionados con ésta y se requiere utilizar modelos con
mayores tolerancias dimensionales.

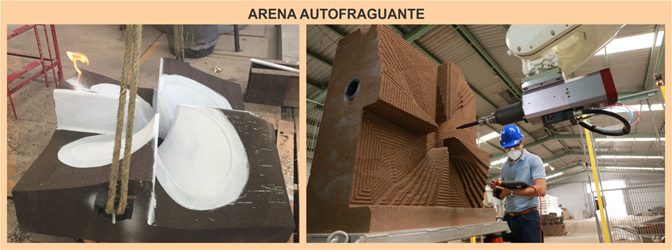
AUTOFRAGUANTE
El moldeo autofraguante es otro método utilizado en Fundiciones Rice. Éste se caracteriza por mezclar arena con resinas y catalizador, lo que permite que en determinado tiempo la mezcla
endurezca. Como ventajas de este método se tiene que presenta excelentes propiedades mecánicas, los tiempos de trabajo son controlables en función a la cantidad de catalizador utilizado,
por lo que se pueden producir moldes con mayor rapidez, los operadores no requieren tanta experiencia en el moldeo, las tolerancias para los modelos de fundición son pequeñas y la arena
se puede reutilizar en hasta un 90%. Como desventajas se tienen que es un método caro en comparación a otros, se requiere de ciertos equipos para realizar la mezcla y la recuperación de
la arena. Durante el moldeo se liberan olores derivados de las resinas, por lo que se debe operar en un área ventilada y al verter el metal líquido se liberan gases por lo que es menos
ecológico que otros métodos.
SILICATO CO2
El moldeo con silicato CO2 es un método de caja fría, es decir, no requiere calor ni compactación para el endurecimiento de la arena. Para este método se utiliza una mezcla de arena
sílice con silicato de sodio, se rellena el volumen que se quiere endurecer (molde de pieza o corazón) y finalmente se hace pasar una corriente de CO2, el cual reacciona con la mezcla
dando como resultado carbonato de sodio y gel sílice, lo cual aglutina la arena. Este método es muy utilizado sobre todo para corazones. Como ventajas presenta una excelente resistencia,
es amigable con el medio ambiente, brinda excelentes tolerancias dimensionales y el precio es accesible. Como desventajas presenta que es muy susceptible a la humedad, la cual hace que
pierda sus propiedades aglutinantes, por tal motivo el molde o corazón tiene una corta vida de almacén y por lo regular, una vez endurecidas las partes, tienen que estar en un horno para
evitar que absorban humedad del ambiente. También se requiere cierta experiencia en el manejo de la mezcla para que el CO2 impregne correctamente todas las partes del molde y se genere
un endurecimiento uniforme. Otra desventaja es que la arena no se puede reutilizar para otros moldes.

La siguiente tabla muestra una comparativa de los tres métodos. La calificación se basará en *, donde entre más * es mejor para cada aspecto evaluado.
| |
MÉTODO AGLUTINANTE |
| PARÁMETRO |
VERDE |
AUTO
FRAGUANTE |
SILICATO
CO2 |
| Mayor precisión dimensional |
* |
*** |
** |
| Mayor costo operativo |
* |
*** |
** |
| Mejor velocidad de operación |
* |
*** |
** |
| Mayor experiencia requerida en los operadores |
*** |
* |
** |
| Mejores propiedades mecánicas |
* |
*** |
** |
| Mayor vida útil en almacén del molde o corazón |
** |
*** |
* |
| Mayor equipamiento necesario |
** |
*** |
* |
| Amigable con el medio ambiente |
* |
** |
** |
| Reutilización de la arena de moldeo |
*** |
** |
* |
|